The dishing process is used to form a disc or a package of discs into a spherical cap. The actual dishing is done with a set of pressing tools.
The dishing process can be performed both in Cold or Hot. Dishing in Hot or Cold is depending on material.
On a dishing-press different tool-sets can be used. The correct set of dishing tools is mounted on the press! The set of dishing tools is depending on material-grade and required depth. In order to reach a certain crown-radius it can be required to use a number of dishing tools. For Stainless Steels you can make use of protection on the tools to avoid contamination or used special alloyed tool.
The manipulator must be set-up with the correct parameters to be able to rotate the disc or the set of discs. We advice our clients to start pressing from the middle of the disc and press slowly to the edge. The disc shall be pressed on the dishing press with the suitable set(s) of tool radii, until the required crown profile is reached. For certain material-grades an intermediate heat treatment could be necessarry.

The dishing process for a petal or a set of petals is similar to a disc. The petal(s) can be mounted in a ring. Forming with a special manipulator directly connected to the petal(s) is also possible. If the press has a capability of pressing on depth instead of pressure this has an advantage for petals. The manipulator must be designed to pressing in a ring. For hemi-spherical petals this must be considered.
If you have any requirement in this direction we will be happy to advise.

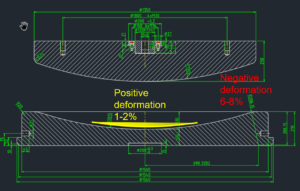
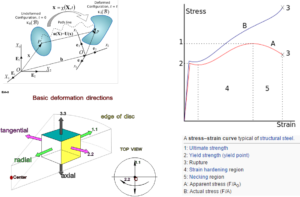
The technical back-ground of dishing including bending and back-bending, 3D-deformation are the driving factors in proper tool-design. Please contact us for explanation.

Petals for spheres are large. up to 12.000 x 3.050 x 12 – 120 mm thickness are possible. The dishing process can be performed using 4 crane-hooks on the 4 corners. For smaller petals pressing in a ring can be used.
Material-grades have also developed from standard to high strength grades. We know from experience that dishing takes (a long) time.
Market
The current market has quite a number of interesting Sphere projects.
New Development!
We have developed an alternative for the dishing method. The new pressing method is different to the dishing method. The pressing forces are in somewhat higher as on dishing presses. Depending on the ram of the dishing presses our new method perhaps can be used. For sure the method can be used on 4 Column presses. In respect of production-time and shape tolerance, the results are very good.
If you are interested, please contact us by mail.
We are also interested to work hand in hand with suppliers of presses.

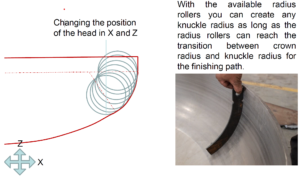
The flanging process is used to form the knuckle (radius) and the straight face to a disc or a spherical cap or to the large diameter of an excentrial or centrical cone. For the flanging proces the correct radius roller shall we mounted on the radius roller shaft.
The correct radius roller is in principle is smaller as the required knuckle radius. This is required because of springback of the material.
Flanging the correct radius in accordance with the required template requires experience / craftmanship.
During the flanging process it is important to avoid back-bending of the product. Back-bending leads to more force and thinning of the material. The distance between the flanging roller and the radius roller (the gap) ideally is the thickness of the product only
Flanging by bending should also be avoided.
Modern machines do have a gap-control system. CM&C also developed a gap-control system, if you would like to learn more about this feature, don’t hesitate to contact us.

The hot flanging process is technically not different to the cold flanging. The rollers definetely shall be produced for the hot flanging process.
To hot flanging process shall be performed fast. During the flanging the product will cool down. The flanging process shall be stopped and the product shall to back to the furnace for re-heating. Also in the hot flanging process the gap between the forming roller and the radius roller shall be kept constant.
In order to reduce the furnace (re-)heating additional burner can be used arount the product to keep the product at the forming temperature.
If you would like to know why the flanging process in hot flanging is in open end down position or if you have any other questions related to hot flanging, temperature control, forming and avoiding dangerous temperatures or the advantage of a gap control system, keeping your craftsmen safe, possible CNC control and so on please contact us.
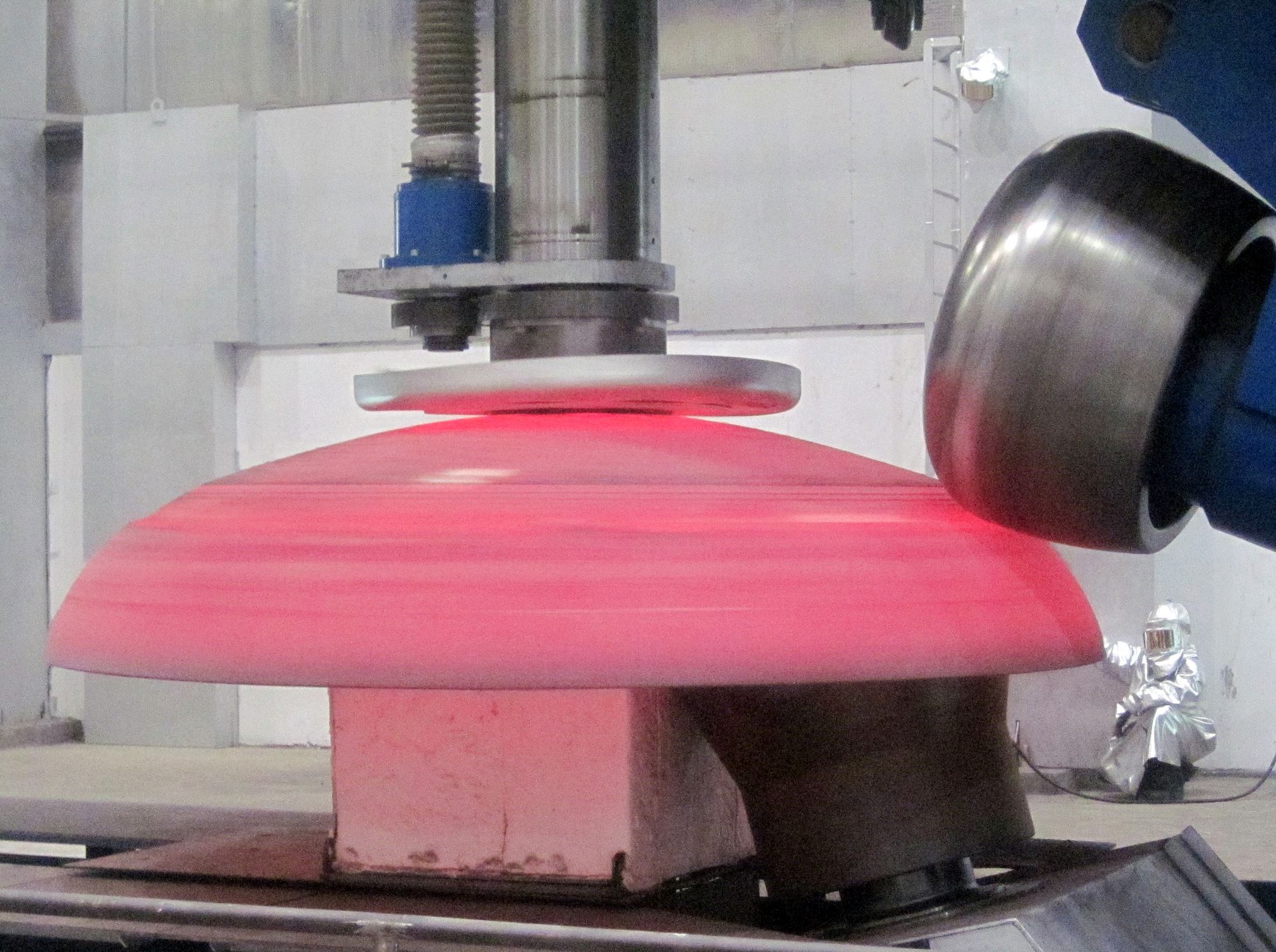
In this picture a typical tool set-up for deep-drawing. In this case for elliptical heads. Hot deepdrawing temperature is defined by the material grade. Pressing time is very short. Cooling rate define the impact-properties. Reinforced cooling after pressing can be necessary. Shrinkage of the product after pressing is considered during the design or selection of the required tools and shim. The thicknesses which can be deep-drawn in cold or hot are completely depending on the force of the press and the yield-points at temperature.

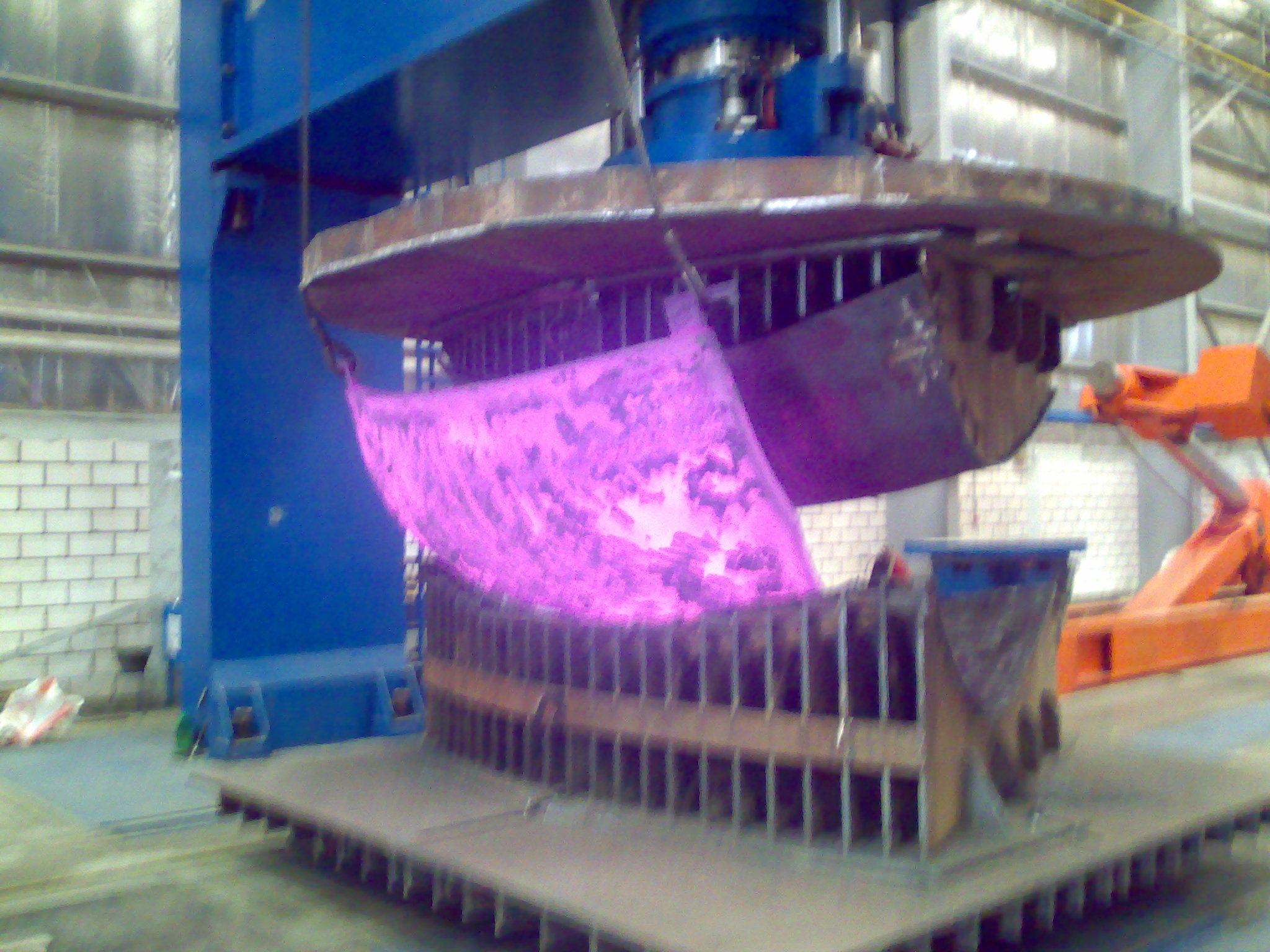
A hot deep-drawn hemi-sphere.


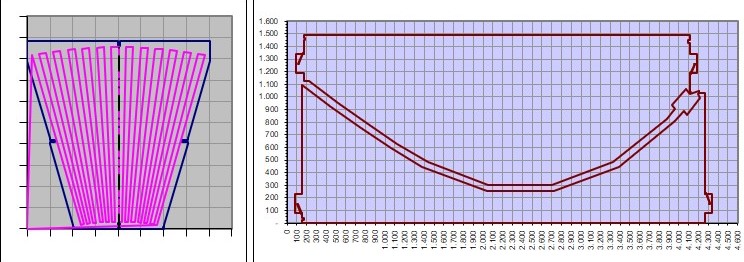
Principle of Tool design
The design of hot-pressing tooling for petals is a company expertise on which we are extremely proud. We design the tool in such a way that the shrinkage after hot pressing is fully considered during the design.
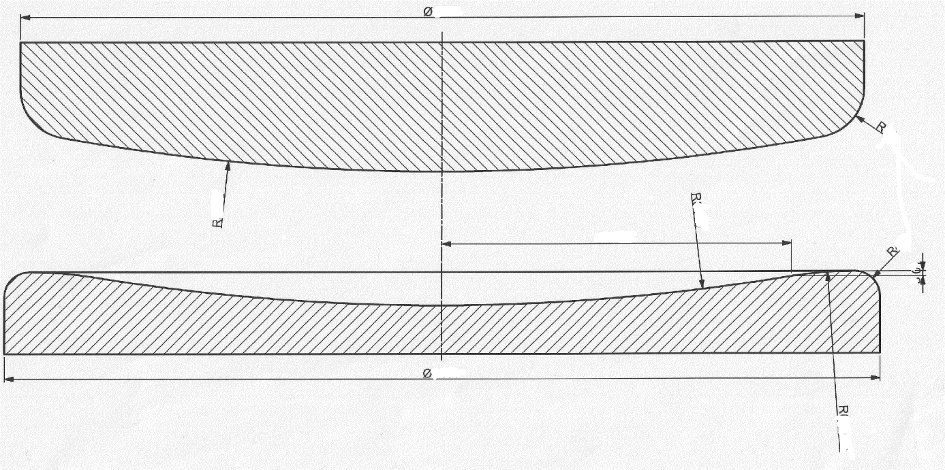
The design of tooling for cold-pressing again is an expertise from our company on which we excell. From the very first FEA analysis in 1986 of one single stroke we learned the influence if bending and the back-bending radius of the tools as well as the ideal overlap-radius.
We can calculate the required depth and ideal shape for high-tensile and stainless-steels.